

Контент
Резьбовые стержни и шпильки представляют собой крепежные детали с наружной резьбой, которые служат механической основой бесчисленных промышленных и механических узлов. Резьбовой стержень —также называемый стержнем с полной резьбой или стержнем с полной резьбой — имеет непрерывную резьбу по всей длине, что позволяет в любой точке зацеплять гайки или резьбовые вставки. Шпильки, напротив, обычно имеют резьбу на обоих концах с нерезьбовым или частично резьбовым стержнем посередине, предназначенным для постоянного крепления к одному компоненту, в то время как на втором конце устанавливается гайка для зажима смежной детали. Оба типа крепежа играют основополагающую роль: передают осевое усилие, поддерживают точные позиционные соотношения между компонентами и обеспечивают контролируемое линейное перемещение в механических системах.
Область применения резьбовых стержней и шпилек охватывает практически все отрасли промышленного производства. В автомобильных узлах они появляются в компонентах двигателя, системах подвески, тормозных механизмах и — что наиболее важно — в домкратных механизмах, требующих надежного, несущего линейного движения. В строительстве и инфраструктуре стержни с полной резьбой встраиваются в бетонные анкерные системы, структурные соединения и узлы подвешивания труб. В лифтовых системах стержни с прецизионной резьбой облегчают контролируемое вертикальное смещение противовесов и механических связей. Общим требованием для всех этих применений является согласованность размеров: резьба, которая даже частично выходит за пределы допуска, приведет к неравномерному распределению нагрузки, ускоренному износу и — в критически важных для безопасности приложениях — потенциальному механическому отказу.
Традиционное производство резьбовых стержней и шпилек исторически основывалось на двух основных методах формования: резке (обработка профиля резьбы из прутковой заготовки) и красной штамповке (горячая ковка при высокой температуре). Оба метода имеют хорошо документированные ограничения, которые напрямую влияют на размерную однородность, качество поверхности и механическую целостность готового крепежа. Технология холодной высадки — процесс формования металла при комнатной температуре или близкой к ней с использованием сжимающих сил штампа — систематически устраняет эти ограничения, и ее принятие в качестве одноэтапного метода формования резьбовых стержней и шпилек представляет собой значительный прогресс в качестве по сравнению с устаревшими подходами.
При операциях резки профиль резьбы создается путем удаления материала с исходного стержня. Этот процесс нарушает поток зерна металла по боковым поверхностям резьбы, создавая потенциальные точки зарождения усталостного растрескивания при циклическом нагружении. Точность размеров нарезанной резьбы также ограничена износом инструмента — по мере ухудшения качества режущего инструмента шаг резьбы, глубина и угол наклона постепенно отклоняются от номинальных значений, если инструмент не заменяется или не восстанавливается через частые промежутки времени. Красная штамповка вводит термическую деформацию в качестве дополнительной переменной, при этом различные скорости охлаждения по поперечному сечению заготовки создают остаточные напряжения и изменения размеров, которые требуют коррекции после обработки.
Холодная высадка формирует геометрию резьбового стержня или шпильки путем смещения — а не удаления — материала с помощью прецизионных штампов. Это сохраняет и выравнивает поток зерна металла по контурам резьбы, создавая боковые стороны и корни с превосходной усталостной прочностью по сравнению с нарезанной резьбой эквивалентных номинальных размеров. Возможность одноэтапной формовки современного оборудования для холодной высадки означает, что вся геометрия крепежа — форма головки, диаметр стержня, профиль резьбы и геометрия конца— изготавливается в одной последовательности штампов без промежуточной обработки или перемещения. Это устраняет кумулятивные размерные ошибки, которые накапливаются в ходе многоэтапных процессов, и обеспечивает улучшенную отделку поверхности, что снижает необходимость во вторичных операциях.
The винт домкрата является одним из наиболее механически сложных применений резьбовых стержней и шпилек. Винтовой домкрат преобразует вращательный сигнал — от ручного кривошипа, электродвигателя или гидравлического привода — в точное линейное перемещение посредством зацепления стержня с внешней резьбой с гайкой или корпусом с внутренней резьбой. Форма резьбы, точность шага и качество поверхности стержня напрямую определяют механическую эффективность преобразования, плавность хода под нагрузкой и способность узла удерживать положение без обратного хода при снятии входного усилия.
В автомобильных домкратах резьбовые стержни служат основным несущим и передающим движение элементом. Опорные стержни в компонентах автомобильных домкратов с топливным приводом для крупных брендов, в том числе Форд и Фольксваген производятся с жесткими допусками по размерам, которые необходимо постоянно поддерживать при объемах производства в десятки тысяч единиц. Шаг резьбы должен быть равномерным по всей полезной длине стержня, чтобы обеспечить плавное и равномерное перемещение без связывания или люфта. Поверхностная отделка боковых поверхностей резьбы должна находиться в пределах заданных параметров шероховатости, чтобы минимизировать трение, уменьшить износ резьбы ответной гайки и гарантировать, что домкрат работает в пределах своей номинальной грузоподъемности без чрезмерных усилий оператора.
Непрерывность потока зерна и качество отделки поверхности, достигаемые за счет холодной высадки, делают стержни с резьбой холодной штамповки предпочтительной спецификацией для применения в винтах домкрата, где одновременно требуются усталостная прочность, однородность размеров и гладкость поверхности. Стержень винтовой резьбы домкрата, который подвергается тысячам циклов выдвижения и втягивания в течение срока службы домкрата транспортного средства, должен сохранять геометрию резьбы и целостность поверхности на протяжении всего срока службы — требование, которому стержни с холодной головкой соответствуют более надежно, чем альтернативы с резкой или горячей штамповкой.
Выбор материала для резьбовых стержней и шпилек обусловлен требованиями к механической нагрузке, условиями воздействия окружающей среды и финансовыми ограничениями целевого применения. Доступны как углеродистая сталь, так и нержавеющая сталь, каждая из которых имеет свой собственный профиль производительности, подходящий для различных вариантов использования.
| Недвижимость | Углеродистая сталь | Нержавеющая сталь |
|---|---|---|
| Прочность на растяжение | Высокий (в зависимости от класса) | От умеренного до высокого |
| Коррозионная стойкость | Низкий (требует обработки поверхности) | Отлично (присуще) |
| Стоимость | Ниже | Выше |
| Типичные приложения | Автомобильные домкраты, конструкционные крепежи, общее машиностроение | Пищевая промышленность, судостроение, химия, медицинское оборудование |
| Диапазон степеней прочности | 4,8, 6,8, 8,8, 10,9, 12,9 | А2-50, А2-70, А4-70, А4-80 |
Для автомобильных домкратных винтов и большинства общих механических узлов стандартной спецификацией является углеродистая сталь соответствующего класса прочности. Более низкая стоимость основного материала в сочетании с защитой от коррозии, обеспечиваемой обработкой поверхности, обеспечивает оптимальный баланс затрат и производительности для крупносерийного производства. Нержавеющая сталь становится предпочтительным выбором, когда условия эксплуатации подразумевают постоянное воздействие влаги, химический контакт или гигиенические требования, которые делают поверхностно обработанную углеродистую сталь непрактичной или недостаточной для требуемого срока службы.

Для резьбовых стержней и шпилек из углеродистой стали обработка поверхности является функциональной необходимостью, а не эстетическим соображением. Выбор обработки напрямую влияет на продолжительность защиты от коррозии, характеристики трения, адгезию краски и пригодность крепежа для конкретных условий сборки. Доступны три основных варианта обработки поверхности, каждый из которых соответствует различным эксплуатационным требованиям:
Одним из практических преимуществ холодной высадки как основной технологии формования резьбовых стержней и шпилек является ее размерная гибкость. Одноэтапное формование позволяет изготавливать отрезки из 14 мм до 500 мм в зависимости от диаметра стержня, охватывая весь спектр требований: от компактных компонентов домкратного винта до длинных конструктивных крепежных элементов и стержней подъемного механизма. Такая широта длины в рамках одного процесса — без необходимости вторичного расширения или операций соединения — сохраняет размерную целостность по всей длине каждой детали и устраняет слабость соединения и накопление допусков, которые возникают при сборке нескольких деталей.
Для клиентов с особыми техническими требованиями, выходящими за рамки стандартных спецификаций каталога, разрабатываются индивидуальные планы процессов на основе подробного анализа условий нагрузки приложения, ограничений по размерам, требований к материалам и целевых показателей объема. Это инженерное сотрудничество охватывает выбор формы резьбы (метрическая грубая, метрическая тонкая, UNC, UNF или профили для конкретных применений), спецификацию класса допуска, требования к термообработке для высокопрочных марок, последовательность обработки поверхности и требования к упаковке для автоматизированной подачи на сборочную линию. Целью данного подхода к планированию процесса является обеспечение соответствия объема и качества продукции ожиданиям заказчика с первого производственного цикла, что позволяет исключить дорогостоящие итеративные циклы коррекции, возникающие из-за неполной спецификации на этапе проектирования. Для клиентов OEM-производителей автомобилей, закупающих компоненты домкратных винтов для Ford, Volkswagen и других основных автомобильных платформ, эта надежность и согласованность размеров по объему являются основой отношений поставок, основанных на взаимном доверии.
 M10×300 Оцинкованные стержни из углеродистой стали марки 8,8 с полной резьбой
M10×300 Оцинкованные стержни из углеродистой стали марки 8,8 с полной резьбой
 Углеродистая сталь M16×300, класс 8,8, оцинкованный/черный стержень с полной резьбой
Углеродистая сталь M16×300, класс 8,8, оцинкованный/черный стержень с полной резьбой
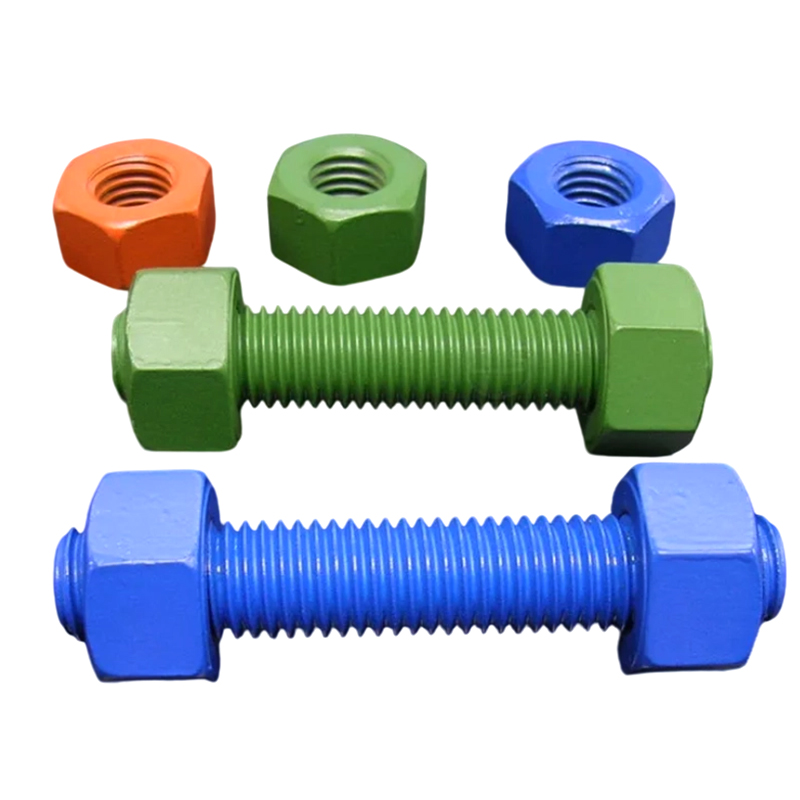
 Шпильки из углеродистой стали M16×300 класса 8,8 с тефлоновым покрытием синего цвета с полной резьбой
1-8 UNC × 5-дюймовые резьбовые стержни из легированной стали ASTM A193 B7
Шпильки из углеродистой стали M16×300 класса 8,8 с тефлоновым покрытием синего цвета с полной резьбой
1-8 UNC × 5-дюймовые резьбовые стержни из легированной стали ASTM A193 B7
 3/4"×10" оцинкованные/черные оксидные/горячеоцинкованные продетые нитку стержни B7
3/4"×10" оцинкованные/черные оксидные/горячеоцинкованные продетые нитку стержни B7
 Легированная сталь M27×300, покрытие ПТФЭ/Дакромет — шпильки с резьбой B7
Легированная сталь M27×300, покрытие ПТФЭ/Дакромет — шпильки с резьбой B7
 1-8 UNC × 5" Резьбовые стержни из легированной стали ASTM A193 B7 / Резьбовые шпильки класса L7
1-8 UNC × 5" Резьбовые стержни из легированной стали ASTM A193 B7 / Резьбовые шпильки класса L7
 L7 оцинкованный/черный/HDG стержень с полной резьбой 3/4" × 10"
L7 оцинкованный/черный/HDG стержень с полной резьбой 3/4" × 10"
 Контактная информация
Контактная информация
 Адрес
Адрес





